
Водосточные желоба скрепляются друг с другом низкоплавким припоем
Подготовка спаечного шва
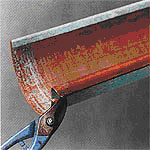 Чтобы оба желоба беспрепятственно соединились, необходимо срезать валик верхнего желоба под углом 45°.
Чтобы оба желоба беспрепятственно соединились, необходимо срезать валик верхнего желоба под углом 45°. Поверхности, предназначенные для пайки, зачищаются до металлического блеска на обоих желобах (счищается слой патины и оксида). На практике для этого используют наждачную бумагу (зернистость 150).
Поверхности, предназначенные для пайки, зачищаются до металлического блеска на обоих желобах (счищается слой патины и оксида). На практике для этого используют наждачную бумагу (зернистость 150). Для достижения ширины спаечного шва < 0,5 мм, которая необходима для прочности шва, рекомендуется предварительное натяжение внешнего желоба.
Для достижения ширины спаечного шва < 0,5 мм, которая необходима для прочности шва, рекомендуется предварительное натяжение внешнего желоба. Желоба следует соединить таким образом, чтобы ширина нахлеста составляла 10-15 мм.
Желоба следует соединить таким образом, чтобы ширина нахлеста составляла 10-15 мм.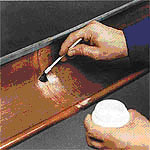 Флюс, препятствует окислению песта спайки в течение всего процесса пайки и обеспечивает соединение припоя с материалом. Флюс необходимо наносить на внутреннюю сторону желоба, полосой шириной примерно 2 см. Следует применять флюс сертифицированный DIN 8511, z.B. F-SW 21.
Флюс, препятствует окислению песта спайки в течение всего процесса пайки и обеспечивает соединение припоя с материалом. Флюс необходимо наносить на внутреннюю сторону желоба, полосой шириной примерно 2 см. Следует применять флюс сертифицированный DIN 8511, z.B. F-SW 21.
Пайка
 Пайка осуществляется припоем S-SN 97 Cu3. При этом паяльник следует вести непрерывно, с одинаковой скоростью, с добавлением необходимого количества припоя, от стороны с валиком к стороне, прилегающей к стене.
Пайка осуществляется припоем S-SN 97 Cu3. При этом паяльник следует вести непрерывно, с одинаковой скоростью, с добавлением необходимого количества припоя, от стороны с валиком к стороне, прилегающей к стене. После завершения пайки, необходимо протереть внутреннюю сторону желоба влажной тканью (тряпкой). С внешней стороны желоба не следует протирать, чтобы не повредить патину.
После завершения пайки, необходимо протереть внутреннюю сторону желоба влажной тканью (тряпкой). С внешней стороны желоба не следует протирать, чтобы не повредить патину.